物流倉庫のケース搬送では、ケースがまっすぐ流れず、斜めを向いたり、少し回ったりすることがあります。
現場では「斜行」「回転」と言い方が分かれます。
この記事では、どちらもケース姿勢が崩れている異常として扱います。
この異常を軽く見るのは危険です。
荷詰まり、センサ誤検知、合流不良、停止位置ずれにつながるからです。
しかも原因は1つとは限りません。
ケース不良に見えて、実はガイド、上流姿勢、トラッキング、分岐部が原因のこともあります。
この記事では、ケースが斜行・回転する原因と対処法を、現場向けに短く整理します。
基礎から見直したい方は、「マテハン保全の超基本」も先に読むと理解しやすいです。
ケースの斜行・回転は小さな異常ではない
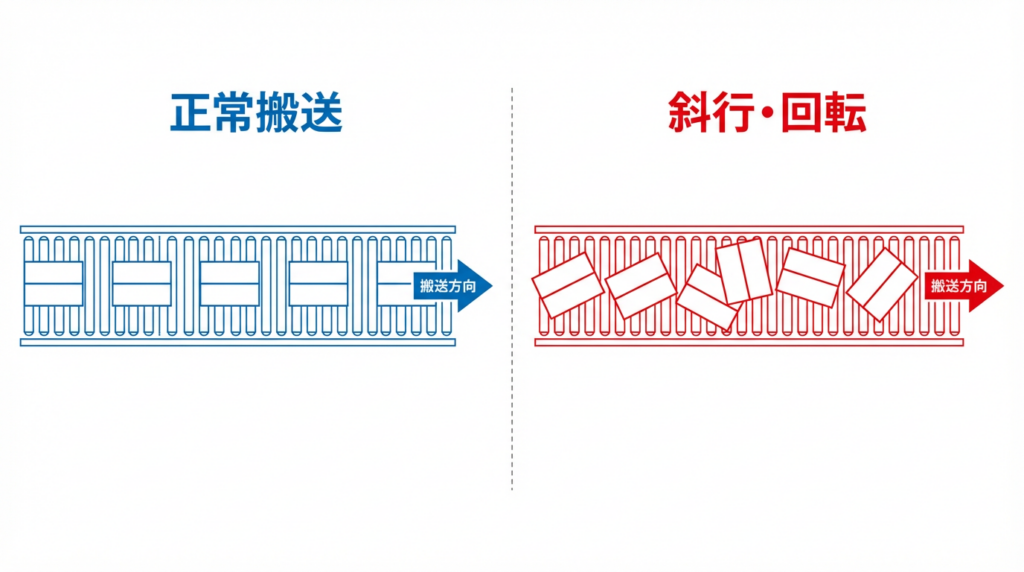
斜行・回転とは何か
ケースが搬送方向に対して平行を保てず、斜めを向いたり、向きが変わったりする状態です。
つまり、ケースの左右に同じ条件で力がかかっていないということです。
片側だけ先に当たる。
上流で少し向きが崩れる。
分岐部で片側だけ余計な力がかかる。
こうなると、ケースはまっすぐ流れません。
放置すると何が起こるか
放置すると、次の異常につながります。
・センサを半端に遮る
・合流部で噛む
・ストッパ停止位置がずれる
・後段へうまく受け渡せない
・最終的に荷詰まりや搬送タイムオーバーになる
「流れているから大丈夫」は危険です。
そのうち別の形で止まります。
まず見るチェックリスト
ケースが斜行・回転したら、まずは次を見ます。
| 確認項目 | 何を見るか | よくある異常の方向 |
|---|---|---|
| 同じケースだけか | 特定ケースだけで出るか | ケース不良の可能性 |
| 同じ場所だけか | 毎回同じ位置で出るか | 設備側不良の可能性 |
| 上流ですでに崩れていないか | 上流から斜めで来ていないか | 上流要因の可能性 |
| ガイドに先に当たっていないか | 片側だけ接触していないか | ガイド片当たりの可能性 |
| 停止復帰時だけ出ないか | 再起動後だけ発生しないか | トラッキング・制御要因の可能性 |
| 分岐通過後から崩れていないか | ソーター直後から怪しくないか | 分岐モジュール要因の可能性 |
まず見るリストの解決案マトリックス
| 確認項目 | 原因の当たり | まずやる解決案 |
|---|---|---|
| 同じケースだけか | ケース底面不良、荷姿不良 | 異常ケースを抜き取り、同品種別ケースで再確認 |
| 同じ場所だけか | ガイド、分岐部、上流設備 | その位置の部品と直前設備を重点確認 |
| 上流ですでに崩れていないか | 切り出し、上流接触、流れ方不良 | 上流から連続観察し、最初に崩れる点を特定 |
| ガイドに先に当たっていないか | ガイド片当たり、幅不良 | ガイド幅と位置を確認し、むやみに詰めず基準見直し |
| 停止復帰時だけ出ないか | トラッキングずれ、在荷判定ずれ | 停止復帰時の挙動を確認し、センサ保持条件を見直し |
| 分岐通過後から崩れていないか | ソーター分岐モジュール不良 | ギヤ、紙粉、シリンダ、電磁弁、ドグ位置を確認 |
コンベヤでケースが斜行・回転する主な原因
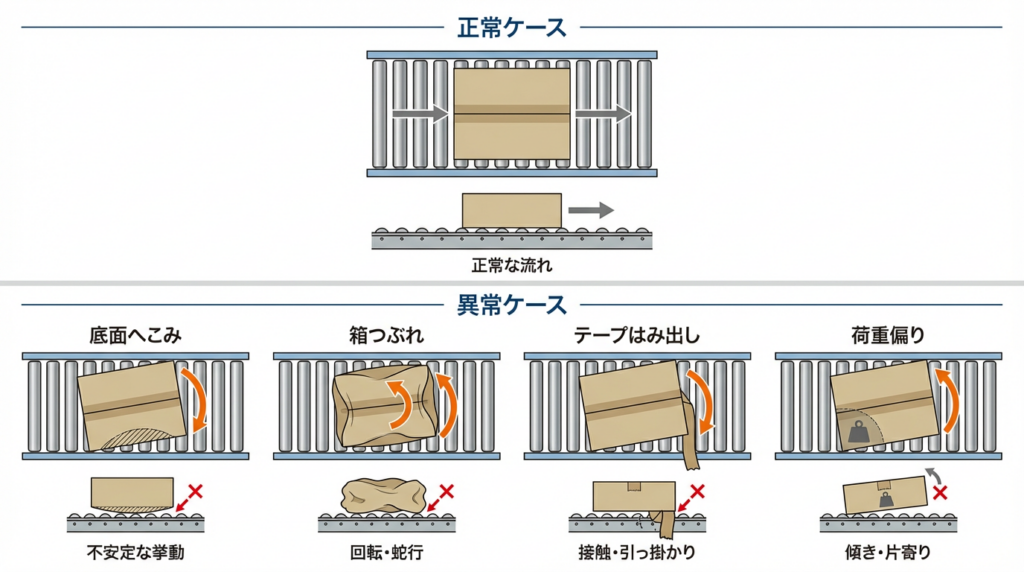
原因1:ケース底面や荷姿に問題がある
まず疑うべきなのはケース側です。
底面へこみ、箱つぶれ、重心偏り、底面テープはみ出し。
このあたりは定番です。
ケースの左右条件がそろわないと、まっすぐ流れにくくなります。
確認ポイントは次です。
・底面がへこんでいないか
・四隅がつぶれていないか
・テープやラベルがはみ出していないか
・中身が片寄っていないか
ただし、毎回同じ場所で出るなら、ケースだけのせいにしない方がよいです。
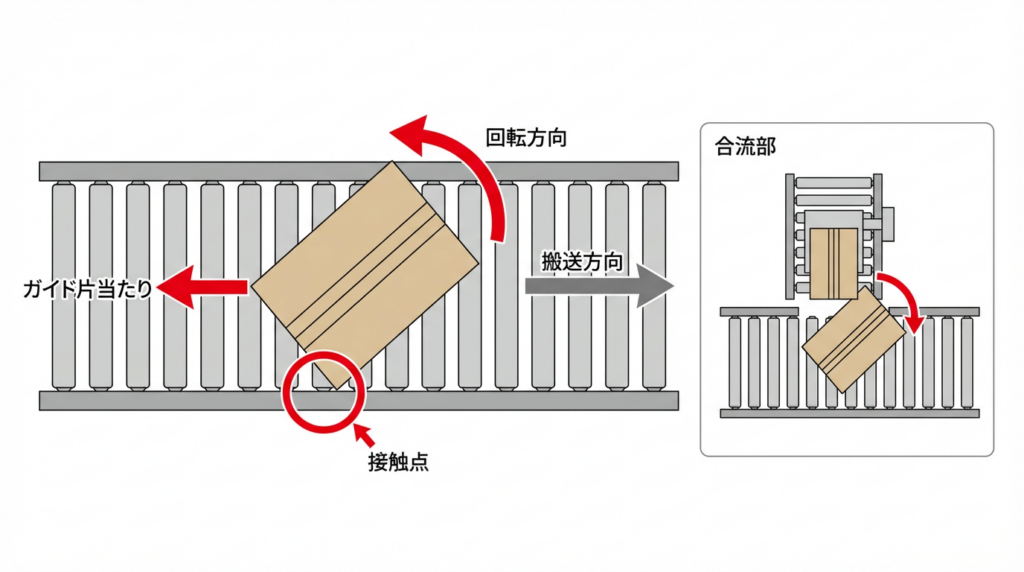
原因2:ガイドや合流部で片当たりしている
かなり多い原因です。
ケースの角が片側ガイドに先に当たると、そのまま向きが変わります。
合流部でも起きやすいです。
整列させようとしてガイドを詰めすぎると、逆に回転を作ることがあります。
確認ポイントは次です。
・片側だけ接触痕が強くないか
・ケースの角が先に当たっていないか
・合流直後から姿勢が崩れていないか
・ガイド幅が狭すぎないか
ここで新人がやりがちなのが、さらにガイドを詰めることです。
それで一時的に流れても、別サイズで悪化することがあります。
原因3:上流から崩れた姿勢で流れてきている
原因はその場にないことも多いです。
上流ですでに向きが崩れているケースです。
切り出し直後に片寄る。
前のケースと当たって向きが変わる。
停止復帰で少しねじれる。
こうした状態で流れてくると、下流で回転として目立ちます。
確認ポイントは次です。
・上流ですでに斜めになっていないか
・前後ケースの接触がないか
・停止復帰後だけ出ていないか
・切り出し姿勢が片寄っていないか
斜行した場所だけ見て終わると、真因を外しやすいです。
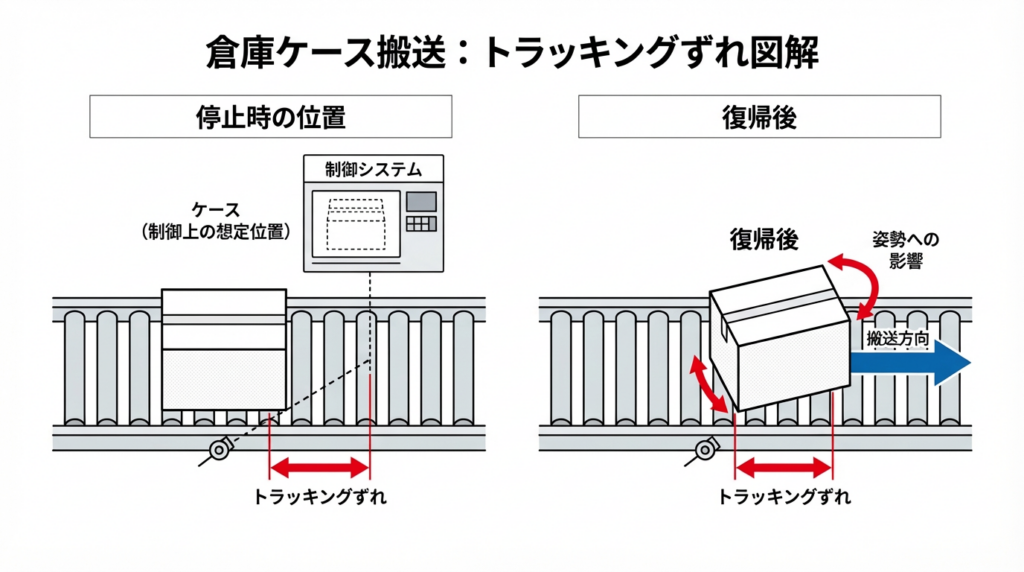
原因4:トラッキングや停止復帰の影響が出ている
設備によっては、トラッキング、つまり搬送記憶でケース位置を持っています。
このとき、実際のケース位置と制御上の想定位置がズレると、送り出しタイミングが合わなくなります。
その結果、ケース姿勢が崩れることがあります。
特に注意したいのは停止復帰時です。
止まった位置と、再起動後の動きがズレると、ケースが片寄って動き出します。
確認ポイントは次です。
・停止復帰時だけ出ていないか
・在荷判定が不安定でないか
・センサ位置と実ケース位置がズレていないか
・搬送記憶の保持範囲を把握しているか
在荷や停止異常の整理は、「ローラコンベヤが止まる原因と対処法」も参考になります。
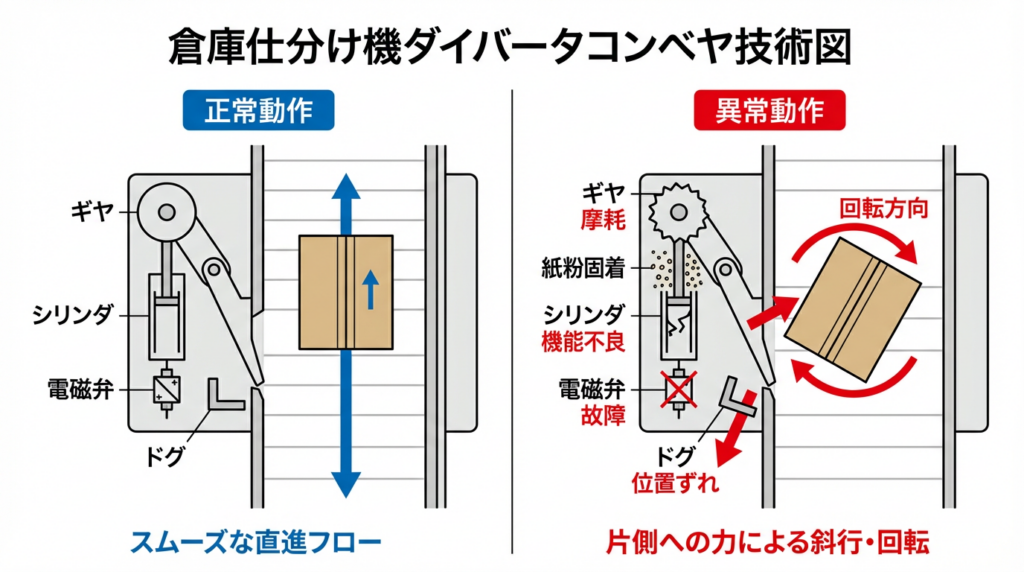
原因5:ソーターの分岐モジュール動作不良で姿勢が崩れている
ここは見落とされやすいです。
でも実際はかなりあります。
分岐モジュールのギヤ摩耗。
ギヤへの紙粉固着。
シリンダ不良。
電磁弁の切替不良。
ドグ位置ずれ。
こうした不良があると、ケースの片側だけに余計な力がかかります。
その結果、下流の直線コンベヤで回転したように見えます。
原因箇所と、異常が目立つ場所がズレる。
ここが厄介です。
確認ポイントは次です。
・分岐通過直後から崩れていないか
・ギヤ部に紙粉が固着していないか
・シリンダや電磁弁の反応が遅くないか
・ドグ位置がズレていないか
斜行・回転が出たときの見方
新人がやりがちなミス
よくあるミスは3つです。
・回転した場所だけを見る
・ガイドをすぐ狭める
・ケース不良で決めつける
現場では、応急処置で一度流れることがあります。
でも、それで原因が消えたとは限りません。
ここを混同すると再発します。
現場での切り分けポイント
切り分けは次の順がやりやすいです。
- 同じケースだけで起きるか
- 同じ場所だけで起きるか
- 上流から崩れていないか
- ガイド片当たりがないか
- 停止復帰時だけか
- 分岐通過後から崩れていないか
この順で見ると、当たりがつきやすいです。
よくある現場事例
事例1:合流部のガイド位置ずれでケースが回転した
ある現場では、合流部の下流でケース回転が頻発しました。
調べると、片側ガイドが内側に入りすぎていました。
ケース左前角だけが先に当たり、姿勢が崩れていました。
後段ばかり見ていると分かりません。
真因は上流のガイドでした。
事例2:真因はソーター分岐モジュール不良だった
あるソーター下流で、ケースが回転してガイドに当たる異常がありました。
最初は下流側が疑われました。
でも点検すると、分岐モジュール内部のギヤ部に紙粉が固着していました。
戻り動作がわずかに遅れ、ケース通過時に片側だけ押していました。
清掃と再調整後、異常は止まりました。
ケースが斜行・回転したときの対処法
その場でやる応急対応
まずは安全に止めます。
無理に押し流さないことが大事です。
応急対応は次です。
・異常ケースを抜き取る
・ガイド接触跡を見る
・上流からの進入姿勢を見る
・停止復帰後の動きを見る
・分岐通過直後の姿勢を見る
根本対策としてやること
根本対策は原因ごとに変わります。
ケース要因なら、荷姿基準の見直し。
ガイド要因なら、幅と進入形状の見直し。
上流要因なら、切り出し姿勢や流れ方の見直し。
トラッキング要因なら、在荷判定や停止復帰条件の見直し。
ソーター要因なら、ギヤ清掃、摩耗点検、シリンダ・電磁弁確認、ドグ位置調整です。
大事なのは、回転した場所だけ直して終わらないことです。
再発防止の考え方
再発防止では、最低限次を残します。
・どの品種で出たか
・どの位置で出たか
・左右どちらへ崩れたか
・停止復帰時か連続搬送時か
・上流ですでに崩れていたか
・分岐通過後から崩れていたか
・設備側で何が悪かったか
記録があると、次の切り分けが早くなります。
記録がないと、毎回ゼロからです。
それはなかなかしんどいです。
まとめ
コンベヤでケースが斜行・回転する原因は、ケース不良だけではありません。
ガイド片当たり、上流姿勢、トラッキング、ソーター分岐不良まで広く見た方がよいです。
現場では、まず
「同じケースだけか」
「同じ場所だけか」
「分岐通過後から怪しいか」
この3つから入ると切り分けしやすいです。
保全の基礎を整理したい方は「マテハン保全の超基本」、停止異常や在荷まわりは「ローラコンベヤが止まる原因と対処法」もあわせて読むと、現場判断の精度が上がります。



コメント