物流倉庫のケース搬送ラインでは、コンベヤセンサの異常が停止トラブルの入口になることがよくあります。
ただし、異常表示にセンサ名が出ているからといって、原因がセンサ本体とは限りません。
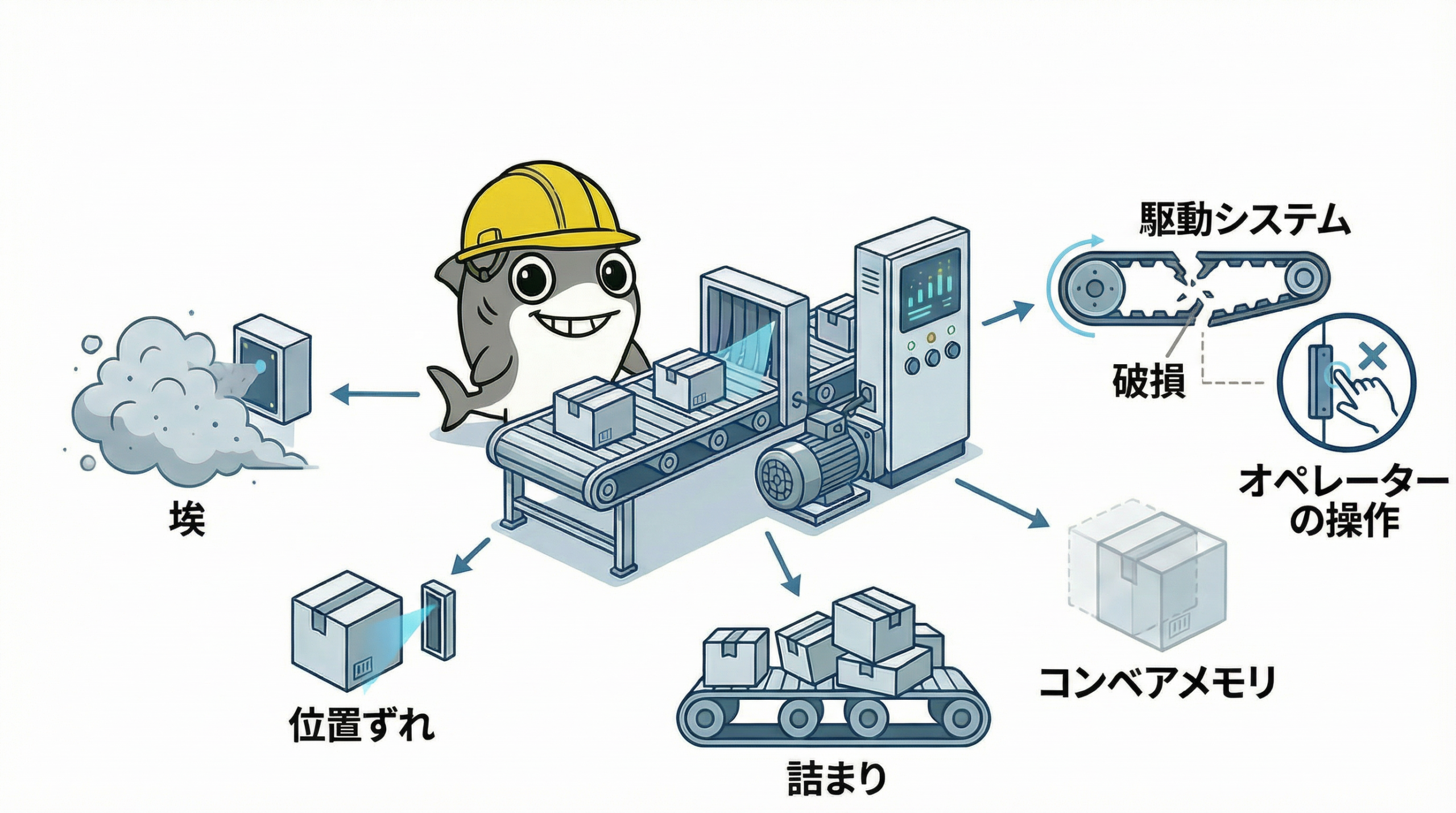
実際の現場では、センサ面の汚れ、取付位置のズレ、背景反射、配線不良といった誤検知系の異常もあれば、搬送物の詰まりや引っ掛かり、作業者の介入、駆動系故障などによって、既定時間内にセンサがONまたはOFFしない搬送タイムオーバーもあります。
新人のうちは、ここをまとめて「センサ故障」と見てしまいがちです。
ですが、それでは切り分けが雑になります。部品交換をしても再発する。現場ではよくある話です。
さらに、ラインによってはセンサが単なる有無確認ではなく、**トラッキング(搬送記憶)**に使われていることがあります。
この場合は、異常を直しただけでは足りず、設備内部の搬送記憶と実際の在荷が合っているかまで見ないと、別の停止を呼び込みます。
この記事では、物流倉庫のケース搬送を前提に、コンベヤセンサ異常を誤検知と搬送タイムオーバーに分けて整理し、よくある事例、初動確認、新人がやりがちなミス、トラッキングの見方、再発防止の考え方まで、実務目線で解説します。
コンベヤセンサ異常は大きく2種類ある
コンベヤセンサ異常は、現場で見ると大きく2つに分けられます。
この切り分けを最初に持っておくと、原因特定がかなり速くなります。
誤検知
誤検知とは、実際の搬送状態と違う信号をセンサが出してしまう状態です。
たとえば次のような症状です。
- ケースがないのにセンサがONする
- ケースが通過したのに検知しない
- ケースが抜けたのにOFFへ戻らない
- 一瞬だけ信号が乱れて異常停止する
このタイプは、センサ本体やその周辺条件に原因があることが多いです。
搬送タイムオーバー
搬送タイムオーバーとは、設備側で決められた時間内に、センサが期待した状態変化をしない異常です。
つまり、決められた時間までにONしない、または決められた時間までにOFFしない状態です。
たとえば、
- ケースが来るはずなのに到着しない
- ケースが抜けるはずなのに残ったままになる
- センサを遮るものが残っていてOFFへ戻らない
といったケースです。
PLCの異常表示ではセンサ名や搬送異常が出ることが多いため、センサ故障と勘違いしやすいですが、実際には搬送物や人の動き、駆動側の停止が原因のことも多いです。
誤検知の主な原因
まずは、センサそのもの、またはセンサ周辺条件によって起きる誤検知を見ていきます。
センサ面の汚れ
物流倉庫で非常に多いのが、センサ面の汚れです。
ケース搬送では、段ボール粉、ほこり、フィルム片、油分がセンサ表面に付きます。光電センサは光を使って検知するため、少し曇るだけでも反応が不安定になります。
特に段ボール粉は見た目以上に厄介です。
うっすら付いている程度でも、検知距離が変わったり、受光量が落ちたりして、たまに誤検知する原因になります。
センサの取付位置や角度のズレ
次に多いのが、センサ本体やブラケットのズレです。
コンベヤには振動がありますし、清掃時や点検時に軽く当たることもあります。固定ボルトがわずかに緩むだけで、狙う位置がずれることがあります。
ケース搬送では、ワークの高さ、姿勢、流れる位置に微妙な差があります。
そのため、ギリギリの位置を見ていると、通常品は拾えても背の低いケースだけ拾えないといった不具合が起きます。
背景反射や対象物の表面状態
反射型センサでは、背景条件にも注意が必要です。
後ろのフレーム、ガード、金属部品、床の反射、透明フィルム、光沢ラベルなどを拾ってしまうことがあります。
特定の品種だけ不安定になる場合は、ケースサイズではなく、ラベル面や表面状態が原因のこともあります。
「同じ箱に見えるのに、なぜかこの品種だけ止まる」という現象は、こうした条件差が犯人であることが少なくありません。
配線不良やコネクタ接触不良
センサ本体が正常でも、配線側に問題があるケースもよくあります。
ケーブルの屈曲部、コネクタ差込部、中継端子、可動部付近の擦れは要注意です。
このタイプは常時おかしいとは限りません。
振動したときだけ一瞬切れる、ケーブルに力がかかったときだけ乱れるなど、再現が難しいことがあります。
感度設定やティーチング不良
センサ交換後に起きやすいのが、感度設定やティーチングの不備です。
同じ型式でも、現場条件に合わせて再設定が必要な場合があります。交換しただけで終わりにすると、検知しすぎる、または検知しない状態になることがあります。
搬送タイムオーバーの主な原因
次に、搬送タイムオーバーです。
こちらはセンサ自体よりも、搬送の流れが想定どおり進まなかった結果として発生する異常です。
搬送物の詰まりや引っ掛かり
もっとも多いのはこれです。
ケースがコンベヤ上で斜めになった、ガイドに擦った、ローラの継ぎ目で止まった、合流部で押し合って動けなくなった。こうした状態になると、次のセンサまで既定時間内に到達できません。
また、ケースがセンサ位置に半端にかかったままになると、今度はOFFへ戻らず、抜けタイムオーバーになることもあります。
駆動系の故障で搬送できない
ここは現場でかなり重要です。
パワーモーラ、チェーン、ベルト、ギヤ、インバータ、モータ保護機器などの駆動系に異常があると、そもそもケースを次工程まで送れません。すると結果として、次のセンサが時間内にONせず、搬送タイムオーバーや在荷関係の異常として表に出ます。
つまり、異常表示はセンサでも、根本原因は駆動側ということがあります。
この見方がないと、センサやPLCばかり見て時間を無駄にしやすいです。
作業者が一瞬センサを遮った
現場では意外とあります。
作業者がケースを取ろうと手や体を入れた、点検中に一瞬前を横切った、のぞき込んだ。これだけでセンサが一時的にONし、設備側の搬送タイミングとずれることがあります。
一瞬だから軽く見られがちですが、PLCのタイマと噛み合うとしっかり異常になります。
搬送物が到着する前に作業者が抜き取った
これも実務ではかなり重要です。
本来ならセンサをONさせるはずのケースを、作業者が途中で抜き取ってしまうと、設備は「来るはずのワークが来ない」と判断します。その結果、ON待ちのタイムオーバーになります。
現場では設備が悪く見えますが、実際には設備が想定した搬送シーケンスと人の動きがずれたことが原因です。
ケース抜け不良でOFFへ戻らない
ワークがセンサ位置を通過したあと、既定時間内にOFFへ戻らないパターンです。
ケースが途中で残っている、後続ワークと押し合って離れない、引っ掛かって少しだけセンサを遮り続けているといった状態で起きます。
この症状は、センサ異常に見えて、実際は搬送不良や機械条件の問題であることが多いです。
物流現場でよくある異常事例
ここでは、実際の現場で起きやすい代表的な事例を整理します。
事例1:段ボール粉で入口センサが誤検知した
ケース搬送ラインの入口部で、ワーク確認用の光電センサが断続的にONしたまま戻らない不具合がありました。
その結果、後続ケースを流せず、上流側で待ちが発生していました。
現場確認すると、センサ面に段ボール粉が薄く付着していました。
清掃すると一旦回復しましたが、数日後に再発。原因を追うと、近くのエアブローの向きで粉じんがセンサ側へ流れやすくなっていました。
最終的には、清掃だけでなく、エアブロー方向の見直しと定期点検項目への追加で安定しました。
この事例のポイントは、直し方ではなく汚れる理由まで見たことです。
事例2:センサ交換後に背の低いケースだけ未検知になった
出口払い出し部のセンサを交換したあと、一部の背が低いケースだけ検知しない不具合が出ました。
通常サイズのケースでは正常に見えたため、そのまま運転再開してしまい、後工程で詰まりが発生しました。
確認すると、交換後のセンサ角度がわずかに上向きで、低いケースの上端を外していました。
作業者は同じ位置に戻したつもりでも、締付時に少しずれていたわけです。
この事例のポイントは、無負荷確認だけで終えたことです。
実ワーク、それも複数条件で確認しないと、普通に見落とします。
事例3:搬送タイムオーバーの原因がケース詰まりだった
ある区間で「既定時間内に次センサがONしない」という異常が出ていました。
表示上はセンサ異常に見えましたが、実際には途中のガイド部でケースがわずかに斜めになり、引っ掛かって止まっていました。
センサは正常でも、ケースが到達しなければ設備はタイムオーバーを出します。
このケースでは、センサ交換をしても当然直りません。ガイド位置の見直しと、斜行しやすいケース条件の把握で改善しました。
事例4:原因はセンサではなくパワーモーラ停止だった
ある搬送区間で在荷異常と搬送タイムオーバーが繰り返し発生していました。
画面上は下流センサの未到達異常に見えたため、最初はセンサや配線が疑われました。
しかし実際には、その手前区間のパワーモーラが故障しており、ケース自体が送られていませんでした。
つまり、次のセンサが時間内にONしないのは当然で、原因は検知側ではなく駆動側だったわけです。
この事例のポイントは、異常表示の場所と根本原因の場所は一致しないということです。
搬送タイムオーバーでは、必ず一つ手前の駆動状態まで見る必要があります。
事例5:到着前に作業者がケースを抜き取ってON待ちタイムオーバーになった
ケースが次のセンサへ到達する前に、作業者が手作業で抜き取ったことで、設備が想定したON信号が入らず、タイムオーバー停止になった事例です。
このケースは設備不良ではなく、運用と設備ロジックの不一致です。
人が途中介入する工程では特に起きやすく、「なぜ止まったのか分からない」となりがちです。
新人がやりがちなミス
コンベヤセンサ異常対応では、新人がハマりやすいポイントがあります。
とりあえずセンサ本体を交換する
異常表示にセンサ名が出ると、本体交換したくなります。
ですが、汚れ、ズレ、配線不良、詰まり、作業者介入、駆動系故障が原因なら、交換しても再発します。
交換は必要なこともありますが、切り分けの最後に持っていくほうが堅実です。
センサだけ見て搬送と駆動を見ない
誤検知と搬送タイムオーバーが混ざる現場では、センサだけ見ても不十分です。
ケースがどこで止まっているか、手前の駆動が生きているか、次工程へ送れる状態かまで見ないと、本当の原因に届きません。
実ワークで確認しない
ランプが切り替わったからOK、空運転で問題ないから完了。
これは危険です。ケース搬送では、品種差、ラベル差、背の高さ、フィルム有無で条件が変わります。
一時復旧で終わって記録を残さない
拭いたら直った、差し直したら戻った、詰まりを取ったら動いた。
ここで終わると、次回また同じ場所で止まります。
どのセンサで、どういう異常で、何をして直ったか。
最低限これを残すだけでも、次の対応スピードはかなり変わります。
異常が出たときの現場での確認手順
コンベヤセンサ異常では、次の順番で見ると切り分けしやすいです。
1. 異常内容が誤検知かタイムオーバーかを分ける
まずは、
「信号がおかしいのか」
「時間内に状態変化しないのか」
を分けます。
ここを曖昧にすると、見当違いの対応になります。
2. センサ本体の表示灯を見る
ワーク有無と表示灯が一致しているか確認します。
ここが一致しないなら、センサ本体か周辺条件が怪しいです。
3. ケースの位置と搬送状態を見る
ケースが途中で止まっていないか、斜めになっていないか、ガイドやフレームに触れていないかを見ます。
搬送タイムオーバーでは、ここがかなり重要です。
4. 手前の駆動が生きているか確認する
パワーモーラ、ベルト、チェーン、モータ、インバータなど、手前区間の駆動が動いているかを見ます。
在荷異常や未到達異常でも、原因が駆動停止であることは珍しくありません。
5. 人の介入がなかったか確認する
作業者がケースを抜き取っていないか、センサを一瞬遮っていないか、手作業の介入がなかったかを確認します。
現場ではここが盲点になりやすいです。
6. センサ面、取付、配線を確認する
汚れ、位置ズレ、ブラケット緩み、コネクタの抜けかけ、ケーブルの擦れなどを確認します。
7. 実ワークで復旧確認する
最後は必ず実ワークで見ます。
できれば通常品種だけでなく、問題が出やすいケース条件でも確認します。
トラッキング(搬送記憶)に使われているセンサかどうかも把握しておく
現場で意外と重要なのが、どのラインのどのセンサがトラッキング(搬送記憶)に使われているかを把握しておくことです。
トラッキングとは、設備が「どのワークが、どこにいて、次にどこへ行くか」を内部的に記憶している仕組みのことです。
この仕組みがあるラインでは、センサは単なる有無確認ではありません。
ワークの位置更新、払出しタイミング、分岐制御、満載判定などに関わっていることがあります。
そのため、同じセンサ異常でも、トラッキングに使われているセンサかどうかで影響が変わります。
トラッキング保持センサを把握しておくメリット
トラッキングに使われているセンサを把握しておくと、異常の切り分けがしやすくなります。
たとえばセンサが一瞬誤検知した場合でも、単発の停止で終わるのか、搬送記憶が1ピッチずれて後工程まで影響するのかを考えやすくなります。
また、故障時のリカバリーでも役立ちます。
設備を再起動する前に、
- いま設備が何個ワークを記憶しているのか
- 実際のライン上の在荷と一致しているか
- どの区間まで搬送記憶が保持されているか
を確認する視点が持てるからです。
把握していないと起きやすいこと
この範囲を理解せずに復旧すると、表面上は動き出しても、内部記憶だけずれたままになることがあります。
たとえば、
- ワークがないのに設備上は「ある」ことになっている
- 実在するワークが記憶上は消えている
- 分岐先の判断がずれる
- 払い出し順が合わない
- 満載判定が実際と一致しない
といった状態です。
つまり、停止復旧はできても、ラインの頭の中が混乱したままになるわけです。これは後からじわじわ効いてくるので厄介です。
現場で見ておきたいこと
設備図面、PLC画面、HMIの在荷表示、トラッキングマップなどが見られるなら、
どのセンサを起点に搬送記憶が更新されるのか、
どこからどこまでが同じトラッキング範囲なのか
を平時から確認しておくと役立ちます。
少なくとも保全担当は、
- 入口確認センサ
- 区間移載の通過確認センサ
- 分岐手前の位置決めセンサ
- 払い出し確定センサ
のうち、どれが単なる検知用で、どれが搬送記憶に効くかを知っておくと、異常時の判断がかなり速くなります。
リカバリー時の実務ポイント
トラッキング保持範囲で異常が出たときは、単にエラーリセットして再起動するだけでは不十分な場合があります。
実ライン上のワーク位置と、設備内部の記憶が一致しているかを確認し、必要なら在荷クリア、再読込み、手動排出などを含めて整合を取る必要があります。
ここを飛ばすと、復旧直後ではなく、数分後や次工程で別の異常として噴き出すことがあります。
「さっき直したのに、なんでまた別の場所で止まるんだ」というときは、この搬送記憶ズレを疑う価値があります。
再発防止の考え方
止まった設備を動かすだけなら、その場しのぎでもできます。
ですが、実務として価値があるのはここからです。再発防止まで見てこそ保全です。
汚れやすいセンサは点検項目に入れる
段ボール粉やフィルム片が多い場所は、日常点検や定期清掃の対象に入れます。
「汚れたら拭く」ではなく、「汚れやすいから先に見る」に変えるのが大事です。
取付位置の基準を残す
センサ交換時に毎回感覚で位置合わせすると、少しずつずれます。
標準写真、寸法メモ、ブラケットマーキングを残しておくと再現性が上がります。
駆動系も含めた切り分け基準を持つ
搬送タイムオーバーが出たときに、センサ側を見るのか、搬送物を見るのか、駆動側を見るのかが毎回バラバラだと対応が安定しません。
手前駆動の確認を初動に入れるだけでも、無駄な部品交換を減らせます。
人が介入する工程は運用も含めて見直す
作業者がワークを抜き取る工程や、センサ近くに手を入れやすい工程では、設備ロジックだけでなく運用も見直す必要があります。
必要なら作業ルール、立ち位置、遮光しやすい場所の改善まで検討したほうがよいです。
トラッキング保持範囲を平時から整理しておく
異常が起きてから慌てて調べるのでは遅いことがあります。
どのセンサが搬送記憶に効くのか、どこまでが同じ保持範囲なのか、復旧時に何を確認すべきかを平時から整理しておくと、故障時の判断がかなり安定します。
「直った」ではなく「なぜ起きたか」まで掘る
汚れた、詰まった、抜き取った、駆動が止まった。
その事実だけで終えるのではなく、なぜそうなったのかまで見ます。
- なぜそこに粉じんが集まるのか
- なぜケースが斜行するのか
- なぜ駆動側が止まったのか
- なぜ人がその位置で介入するのか
- なぜ搬送記憶がずれたまま復旧しやすいのか
ここまで見て、ようやく再発防止です。
まとめ
コンベヤセンサ異常は、誤検知と搬送タイムオーバーに分けて考えると整理しやすくなります。
誤検知は、汚れ、位置ズレ、背景反射、配線不良、設定不良など、センサ本体や周辺条件に原因があることが多いです。
一方、搬送タイムオーバーは、搬送物の詰まりや引っ掛かり、作業者の一時遮光、到着前の抜き取り、さらにパワーモーラなどの駆動系故障によって、搬送そのものが成立しないことで発生します。
さらに、ラインによってはセンサがトラッキング(搬送記憶)に関わっており、異常の切り分けや復旧に大きく影響します。
そのため、保全担当は単にセンサを見るだけでなく、そのセンサがライン内でどんな役割を持っているか、手前の搬送と駆動が成立しているかまで把握しておくことが大切です。
新人のうちは、異常表示だけ見てセンサ故障と決めつけがちですが、実際にはそれだけでは足りません。
信号が異常なのか、時間内に動きが成立しなかったのか、駆動が止まっているのか、搬送記憶に影響したのかを切り分けることが、初動の質を大きく左右します。
センサは小さな部品ですが、ライン全体に与える影響は大きいです。
だからこそ、部品だけでなく、搬送と駆動、人の動き、そして設備の記憶まで含めて見る視点が、止まりにくい現場をつくります。
まとめ
コンベヤセンサ異常は、誤検知と搬送タイムオーバーに分けて考えると整理しやすくなります。
誤検知は、汚れ、位置ズレ、背景反射、配線不良、設定不良など、センサ本体や周辺条件に原因があることが多いです。
一方、搬送タイムオーバーは、搬送物の詰まりや引っ掛かり、作業者の一時遮光、到着前の抜き取り、さらにパワーモーラなどの駆動系故障によって、搬送そのものが成立しないことで発生します。
さらに、ラインによってはセンサがトラッキング(搬送記憶)に関わっており、異常の切り分けや復旧に大きく影響します。
そのため、保全担当は単にセンサを見るだけでなく、そのセンサがライン内でどんな役割を持っているか、手前の搬送と駆動が成立しているかまで把握しておくことが大切です。
新人のうちは、異常表示だけ見てセンサ故障と決めつけがちですが、実際にはそれだけでは足りません。
信号が異常なのか、時間内に動きが成立しなかったのか、駆動が止まっているのか、搬送記憶に影響したのかを切り分けることが、初動の質を大きく左右します。
センサは小さな部品ですが、ライン全体に与える影響は大きいです。
だからこそ、部品だけでなく、搬送と駆動、人の動き、そして設備の記憶まで含めて見る視点が、止まりにくい現場をつくります。
関連記事
コンベヤセンサ異常のような個別トラブルだけでなく、保全業務の全体像から整理したい方は、まず「マテハン保全の超基本」から読むのがおすすめです。
また、搬送タイムオーバーの原因として見落としやすい駆動側の故障判断も押さえたい方は、「パワーモーラ故障の典型パターンと初動判断」もあわせて確認してみてください。
搬送停止の原因をセンサ以外も含めて広く整理したい場合は、「ローラコンベヤが止まる原因と対処法」も読むと、現場での切り分けがしやすくなります。




コメント