物流倉庫のケース搬送では、ローラコンベヤの停止はよくあるトラブルです。
ただし、止まったからといって、すぐにモータや部品交換に進むのは危険です。実際の現場では、搬送物詰まり、センサの誤検知、駆動系の不具合、配線の接触不良、PLCや制御信号の異常など、原因は複数あります。
特に新人のうちは、目の前でラインが止まると焦ってしまいがちです。しかし大事なのは、いきなり触ることではなく、どこで、何が、どう止まっているかを順番に切り分けることです。
この記事では、物流倉庫のケース搬送を前提に、ローラコンベヤが止まる主な原因と対処法を、現場で使いやすい形で整理します。
なお、保全業務の全体像を先に押さえたい方は、親記事の**「マテハン保全の超基本」**も先に読んでおくと理解しやすくなります。

ローラコンベヤとは何か
ローラコンベヤは、複数のローラの上を搬送物が流れていく搬送設備です。
物流倉庫では、段ボールケースや折りたたみコンテナの搬送によく使われます。
見た目は単純ですが、実際には次の要素が組み合わさって動いています。
ローラコンベヤを構成する主な要素
ローラを回して搬送する駆動部、搬送物の有無を確認するセンサ、モータへ指令を出す制御機器、電源や信号をつなぐ配線、このあたりが基本です。
つまり、ローラが回らない原因は、単純な機械故障だけではありません。搬送物の流れ方、センサの見え方、信号の流れ方まで見ないと、本当の原因にたどり着けないことがあります。
新人が最初に理解すべきこと
新人のうちは「止まった=モータ不良」と考えがちですが、現場ではそれは早すぎる結論です。
まず確認したいのは、設備が止まったのか、搬送物が流れなくなったのか、その違いです。
ローラ自体は回っているのにケースが斜めになって進まないこともありますし、逆にケースは正常でも制御信号が来ずローラが回らないこともあります。この違いを見抜くことが、初動の質を決めます。
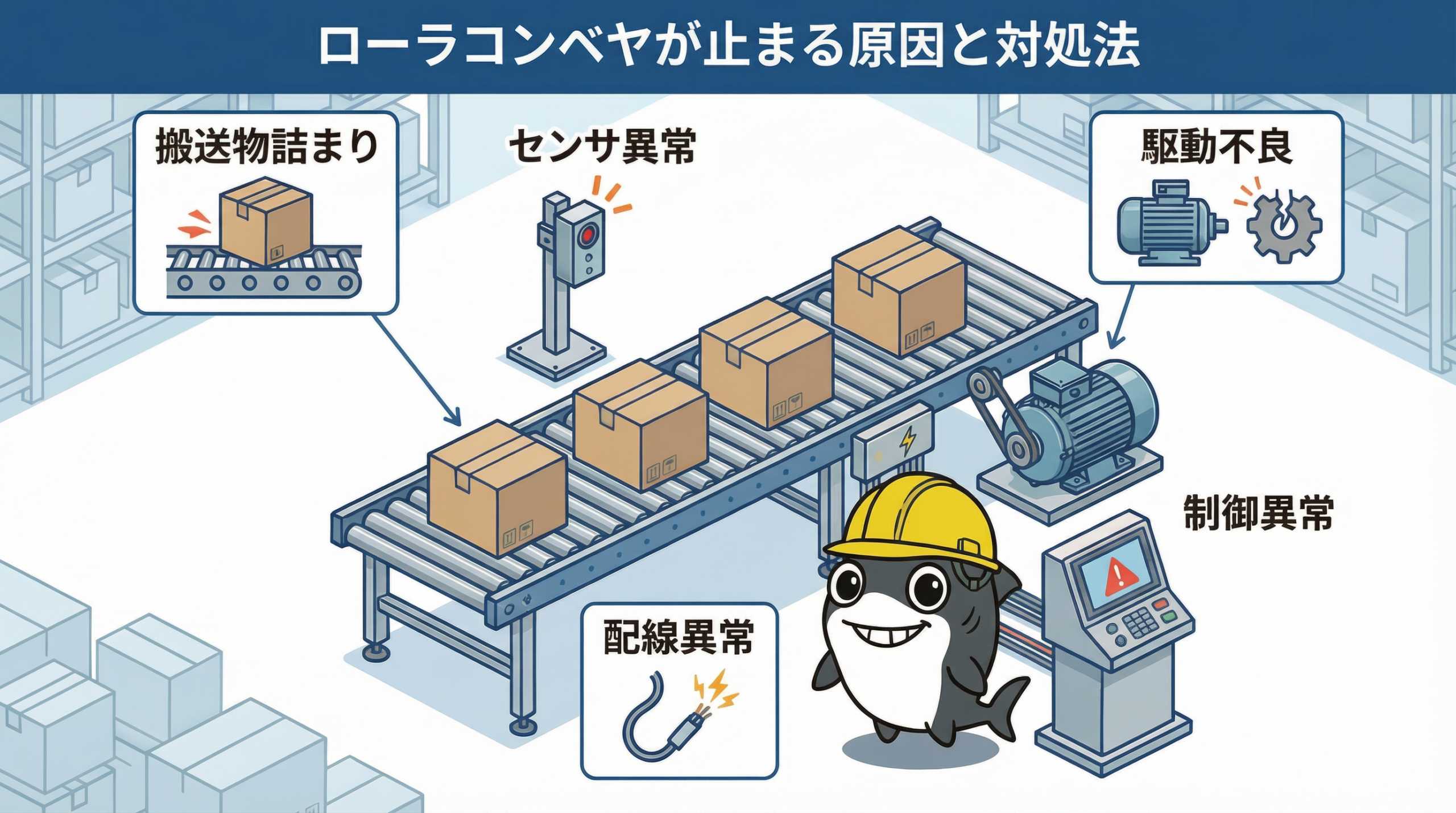
ローラコンベヤが止まる主な原因
ローラコンベヤ停止の原因は、大きく分けると搬送物、センサ、駆動、配線、制御の5つで整理しやすいです。
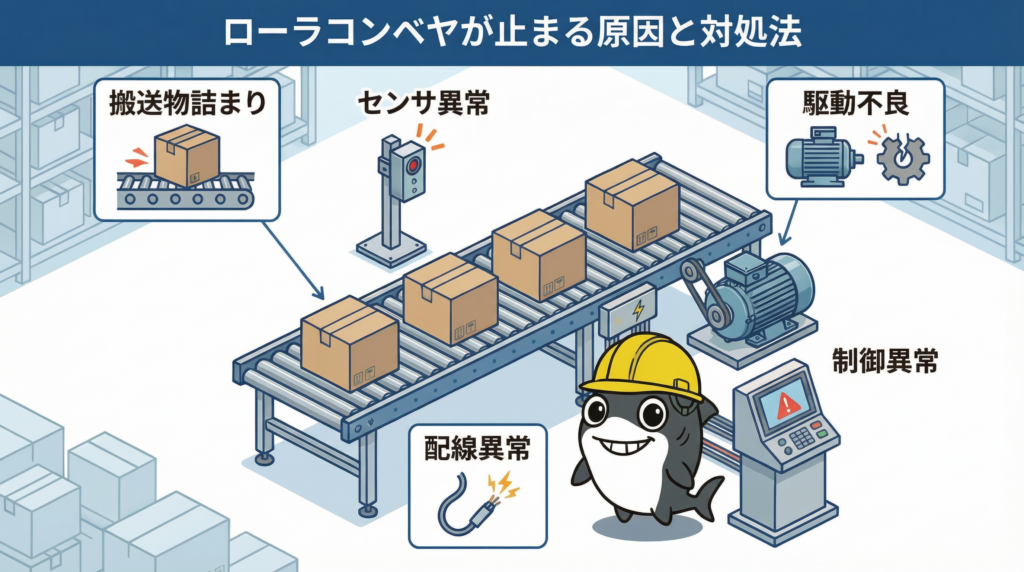
搬送物詰まり
最も多いのが搬送物詰まりです。
ケースの底面が弱くてたわむ、サイズ違いの箱が混流する、ラベルや梱包材がはみ出して引っかかる、こうした条件でケースが途中停止し、後続が詰まってライン全体が止まります。
ローラコンベヤでは、見た目には少し引っかかっただけでも、後段のセンサが搬送物ありを出し続け、上流に停止指令が連鎖することがあります。
そのため、単純に「詰まりをどかして終わり」ではなく、なぜそこに引っかかったのかまで見る必要があります。
センサ異常
次に多いのがセンサ異常です。
センサとは、搬送物の有無や位置を検知する部品です。物流現場では光電センサが多く使われますが、ホコリ、ラベルの反射、取付角度ズレ、感度不良で誤検知することがあります。
たとえば実際には何もないのに、センサが搬送物ありのままになっていると、設備は安全側に倒れて停止します。
逆に搬送物があるのに検知できず、ケース同士が押し込まれて搬送物詰まりにつながることもあります。
駆動部の不具合
駆動部の不具合も定番です。
モータ不良、ベルト外れ、チェーン緩み、スプロケットの摩耗、カップリングの空転などがあると、指令は出ていてもローラが回りません。
ここで厄介なのは、「モータ音はするのに搬送しない」ケースです。
この場合、電気は来ていても力が伝わっていない可能性があります。音だけ聞いて安心すると、見当違いの点検になりがちです。
配線・電源の異常
配線の断線やコネクタ抜け、端子の緩み、24V電源の電圧低下も見逃せません。
現場では振動や清掃作業、部品交換時の引っ張りで、少しずつ配線が傷んでいることがあります。
特に intermittent fault、つまり「たまに切れる不具合」は曲者です。普段は動くのに、振動や温度変化で一時的に接触不良を起こします。
このタイプは再現しにくく、原因不明で片づけられやすいので注意が必要です。
制御異常
PLC、リレー、インターロック信号、上位設備との連携異常など、制御要因でもローラコンベヤは止まります。
インターロックとは、ある条件が満たされないと動かないようにする仕組みです。たとえば下流異常が出ていると、上流をわざと止める制御が入ります。
この場合、現場で停止しているローラコンベヤ自体には異常がなくても、別設備の異常を受けて止まっているだけ、ということがあります。
止まっている場所だけ見ていると、完全に迷子になります。設備はときどき、犯人に見えて被害者です。
現場での対処手順
停止対応では、焦って部品交換するより、順番を守る方が早く復旧できます。
1. まず安全確認をする
搬送物が詰まっているときは、無理に手を入れないことが基本です。
停止状態でも残留エネルギーや再起動の危険があります。必ず現場ルールに従って安全を確保してから確認します。
2. どこで止まっているかを切り分ける
まず見るべきは、ケースが詰まっているのか、ローラが回っていないのかです。
ケースが斜めになっていれば搬送物起因の可能性が高いですし、ローラが完全停止なら駆動や制御も疑います。
ここで「設備停止」と「搬送停止」を分けて考えるだけで、だいぶ霧が晴れます。
3. センサの状態を確認する
センサの表示灯を見て、搬送物がないのにONしていないか、あるいは搬送物があるのにOFFのままではないかを確認します。
レンズ面の汚れ、取付ズレ、反射条件もあわせて見ます。新人はまず、センサの表示を見る癖をつけると強いです。
4. 駆動と配線を確認する
モータに指令が出ているか、異音はないか、ベルトやチェーンは外れていないか、コネクタや端子は浮いていないかを見ます。
この段階で、機械側なのか電気側なのか、かなり絞れます。
5. 制御盤・エラー履歴を確認する
最後に、制御盤の異常表示、PLCのアラーム、上流下流設備の状態を確認します。
止まったその場だけを見るのではなく、前後設備を含めて見ることが重要です。
パワーモーラ系のトラブル切り分けに慣れていない場合は、公開済みの記事**「パワーモーラ故障の典型パターンと初動判断」**も合わせて読むと、初動判断の考え方が整理しやすくなります。
よくある現場の失敗例
現場では、故障そのものより、対応のまずさで復旧が遅れることも多いです。
失敗例1 搬送物詰まりなのにモータ交換を始める
ケースが一つ斜めに噛み込み、後続が詰まっているだけなのに、「回らないからモータ不良だ」と判断して部品交換を始めるパターンです。
実際にはケースを除去し、ガイド幅や流入姿勢を調整すれば復旧するのに、余計な作業で時間を失います。
失敗例2 センサ清掃だけして原因を深追いしない
センサが汚れて誤検知していたので拭いたら動いた。ここで終わらせると、また再発します。
なぜ汚れやすいのか、粉塵が多い工程なのか、ラベル反射が強いのか、取付位置が悪いのかまで見ないと、同じ停止を何度も呼び込みます。
現場では「動いたからOK」が一番危ないです。設備は黙っていても、原因はだいたいまだそこにいます。
再発防止のポイント
復旧だけで終わると、保全ではなく消火活動になりがちです。再発防止まで考えて初めて、現場が楽になります。
詰まりやすい条件を残す
どの箱で止まったか、どの位置で止まったか、流入方向やサイズ差はどうだったかを記録します。
搬送物詰まりは、設備側だけでなく、荷姿や運用条件が原因のことも多いためです。
センサの基準状態を決める
正常時の表示状態、感度設定、取付位置を標準化しておくと、異常時に比較しやすくなります。
新人でも「いつもと違う」がわかる状態を作ることが大事です。
配線と消耗部品を定期点検に入れる
配線の擦れ、コネクタの緩み、ベルトやチェーンの摩耗は、壊れてからでは遅いです。
停止履歴が多いラインほど、定期点検項目に落とし込み、予防保全へ寄せるべきです。
一時対応と恒久対策を分ける
とりあえず動かす対応と、再発を防ぐ対策は別物です。
応急復旧したら、後で必ず恒久対策を検討する。この習慣がある現場は強いです。
まとめ
ローラコンベヤが止まる原因は、搬送物詰まり、センサ異常、駆動部不具合、配線異常、制御異常の5つで整理すると見やすくなります。
新人がまず意識したいのは、いきなり部品交換に飛ばず、「どこで」「何が」「どう止まっているか」を順番に見ることです。
特に物流倉庫のケース搬送では、電気原因だけでなく、搬送物の状態や流れ方が停止のきっかけになることが多くあります。
そのため、設備単体ではなく、前後の搬送や運用条件まで含めて見る視点が重要です。
保全の基本的な考え方を先に整理したい方は、**「マテハン保全の超基本」もぜひ確認してください。
また、駆動側の切り分けに不安がある方は、「パワーモーラ故障の典型パターンと初動判断」**も合わせて読むと理解が深まります。
止まった設備を直せる人は頼られます。
でも本当に強いのは、なぜ止まったかを整理して、次に止まりにくくできる人です。そこまで行けると、ただの対応者から、一段上の保全担当になれます。



コメント