
※「パワーモーラ」は伊東電機株式会社のモータ内蔵ローラの製品名です。本記事では一般的な呼称として「モータ内蔵ローラ(電動ローラ)」も含め、現場で広く使われる呼び方として「パワーモーラ」も併記します。
物流倉庫のケース搬送ラインでローラコンベヤが止まると、現場は「とりあえず動かして」と言いがちです。新人保全が迷う理由は、原因が本体だけでなく、搬送物・センサ・制御・通信(GW等)・配線に散らばっているから。
この記事では、パワーモーラ停止の典型パターンと、ムダ交換を減らす初動判断の順番を実務者目線でまとめます。
パワーモーラとは何か
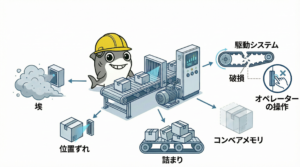
パワーモーラは「モータ内蔵ローラ」の一種で、ローラの中にモータが入った駆動ローラです。周辺には次の部品がセットで付きます。
・制御部(ドライバ/盤内リレーなど)
・センサ(搬送物の有無や到達を検知)
・通信/IFユニット(GW等:起動指示を渡す)※構成による
・電源(動力系200V、制御系24V)※構成による
ポイントは「止まった=本体故障」と決め打ちしないこと。停止原因は大きく、止められている(信号・センサ・通信)と、回せない(負荷・機械抵抗)に分かれます。ここを最初に分けると切り分けが速くなります。
保全の基礎(用語・考え方・点検の型)は、親記事「マテハン保全の超基本」にまとめています。先に読むと現場での切り分けが早くなります。→「マテハン保全の超基本」
パワーモーラ停止の典型パターン5つ

1)搬送物詰まりで過負荷になり停止する
【症状】搬送物が密集・引っかかり・斜行して回らない/回りが重い。復帰してもすぐ止まる。
【見分け方】まず目視で搬送物詰まりを確認。除去後に再起動して挙動を見る。搬送物が無い状態でも重いなら抵抗増(ベアリング等)も疑う。
【現場で多い原因】段ボールの底面たわみ、箱の変形、ラベル片の噛み込み、合流部・カーブ部でガイドに擦れて姿勢が崩れる、投入集中。
2)センサ誤検知・位置ズレで「止め指令」が出続ける
【症状】搬送物がないのに動かない/あるのに止まる。特定ゾーンだけ不自然に止まる。
【見分け方】センサ表示灯(ON/OFF)と実物位置が一致しているか。レンズ汚れ、光軸ズレ、反射物(テープ・ラップ)を確認。
このパターンは「本体交換したのに直らない」を生みやすいので、交換前に必ず潰します。
3)IFユニット(GW等)の異常で起動指示が届かず“だんまり停止”する
【症状】現場は止まっているのに、WCSがエラーを出さず静かに止まる(だんまり停止)。特定ブロックだけ反応しない。
【見分け方】パワーモーラに起動指示を出しているIFユニット(GW等)がエラーになっていないか。LED表示、通信リンク、エラー表示(ある場合)を確認。
「止め指令」ではなく「起動指示が出ていない/届いていない」線を疑うのがコツです。
4)制御部の保護動作(過電流・過負荷・設定由来)で停止する
【症状】盤側にアラーム/履歴が残る。リセットで一時復帰するが再発。起動直後や負荷増の瞬間に止まりやすい。
【見分け方】エラー表示・履歴を確認し、写真を残す。過負荷系なら搬送物詰まりや抵抗増とセットで疑う。設定変更の痕跡も確認。
5)配線・コネクタの瞬断、または本体劣化
【症状】断続的で再現しにくい/振動で止まる。異音・発熱・回転ムラが出る。
【見分け方】コネクタの抜けかけ、端子緩み、ケーブル擦れ。可動部近くは芯線切れも多い。本体劣化は「周辺より明らかに回転抵抗が大きい」「異音・発熱」で判断。
現場での初動判断フロー
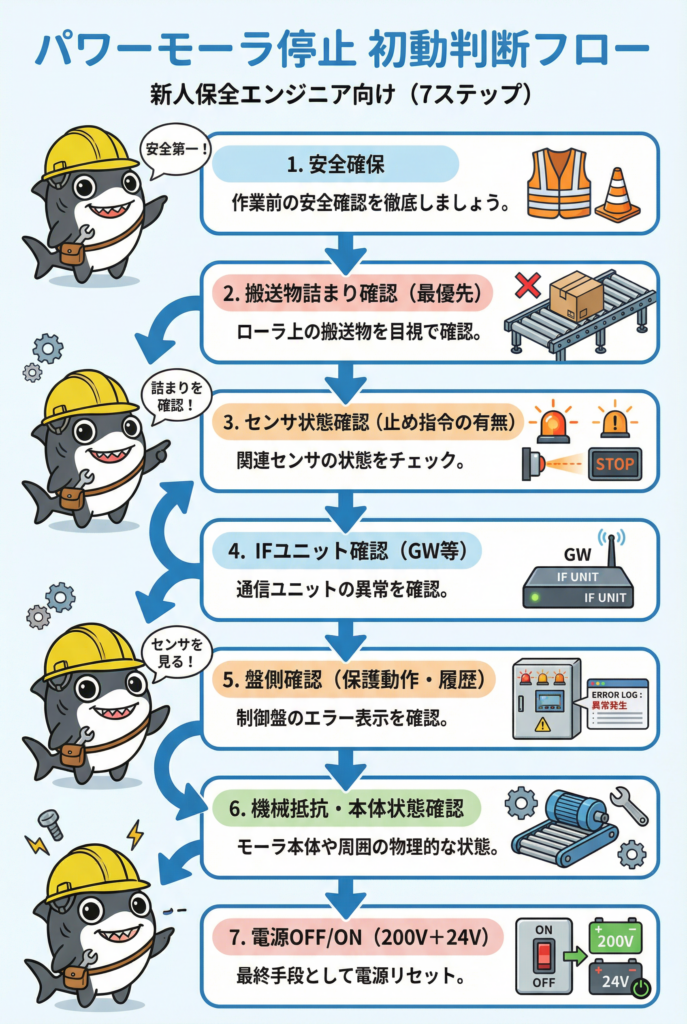
Step1 安全確保
挟まれ・巻き込まれを防ぎ、勝手に動かない状態を作る。
Step2 搬送物詰まり確認(最優先)
倒れ・段差・ガイド接触・破れ片・ラベル片を確認。除去できるなら除去し、再起動後の挙動を見る。
Step3 センサ状態確認(停止指令の有無)
表示灯と実物位置、汚れ、光軸ズレ、反射物をチェック。ゾーン制御なら上流・下流の停止連鎖も見る。
Step4 IFユニット(GW等)確認(起動指示の有無)
GW/IFがエラーになっていないか、通信リンクが落ちていないか確認。WCSが“だんまり停止”する可能性を常に意識する。
Step5 盤側確認(保護動作・履歴)
アラーム、履歴、復帰操作の結果を確認。再発条件(負荷がかかった瞬間、一定時間後など)もメモ。
Step6 機械抵抗・本体状態確認(最後)
回転抵抗、異音、発熱を周辺と比較。ここまで潰してから交換判断に入る。
Step7 最終手段:電源OFF/ON(動力系+制御系)
原因が掴めない/通信や制御が不安定な場合、最終手段として電源OFF/ONを検討します。重要なのは動力系(200V)だけでなく、制御系(24V)も含めて両方OFF/ONすること。動力だけ落としても制御が固まったままだと復帰しないケースがあります。
※必ず設備の安全手順・復電手順・影響範囲(他ライン停止等)を守って実施してください。
よくある現場の失敗例
失敗例1:復帰だけして原因を記録しない(再発)
合流部で搬送物詰まり→除去して復帰→30分後に同じ場所で再発。
対策はシンプルで、詰まり箇所を写真で残し、搬送物の種類・時間帯・直前の投入状況をメモすること。できればその場で「清掃」「ガイド微調整」「投入の声かけ」など1つだけ手を入れる。
失敗例2:本体故障と決め打ちして交換(原因はセンサ/GW)
「止まった=本体故障」で交換しても直らない。実際はセンサ汚れで止め指令が出っぱなし、またはGW/IF異常で起動指示が届いていない。
交換前に「止められている」「起動指示が来ていない」「回せない」を順番に潰すのが最短です。
再発防止のポイント
・搬送物詰まり:詰まりやすい搬送物の特徴(底面たわみ等)を特定し、合流部・カーブ部のガイド接触と清掃を定期化する
・センサ:汚れ/反射/光軸ズレを“最初の点検項目”に固定し、取付位置の基準化(目印・写真)を行う
・GW/IF:正常時のLED状態を写真で残し、だんまり停止時の確認手順をチェックリスト化する
・配線:コネクタロック、端子増し締め、擦れ対策。異常時は盤表示と時刻を写真で残す
・本体:異音・発熱・回転抵抗の交換基準を共有し、停止時間と交換時間を見える化する
まとめ
パワーモーラ停止は、搬送物詰まり/センサ/GW・IF(だんまり停止)/制御保護/配線・本体劣化に整理できます。初動は「止められている」「起動指示が来ていない」「回せない」を順番に切り分けるのが最短ルート。復帰後に再発条件を1つでも潰すと、止まり方が目に見えて減っていきます。
次は「ローラコンベヤが止まる原因と対処法(現場で多いトラブル)」もあわせて読むと、停止トラブル全体の切り分けがつながります。



コメント